
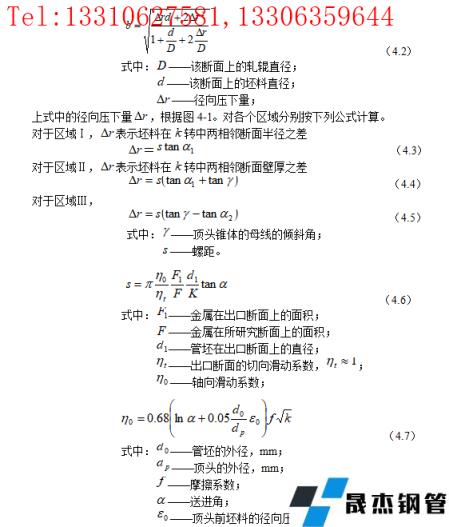
计算总轧制压力,首先要确定接触面积。
变形区的长度是入口断面到出口断面的距离。如图4-9所示。考虑送进角α时,变形区长度按4.1式计算[11]。

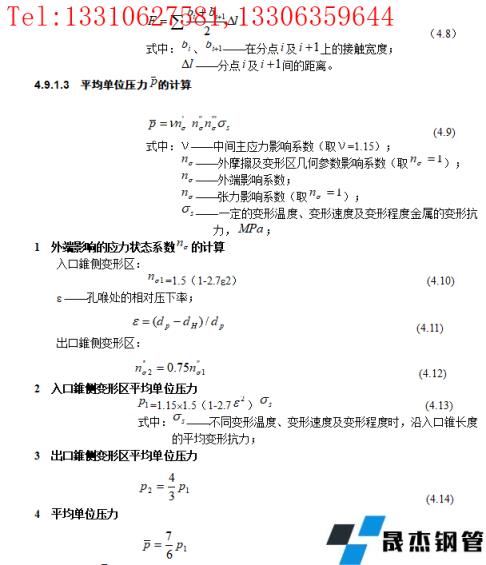
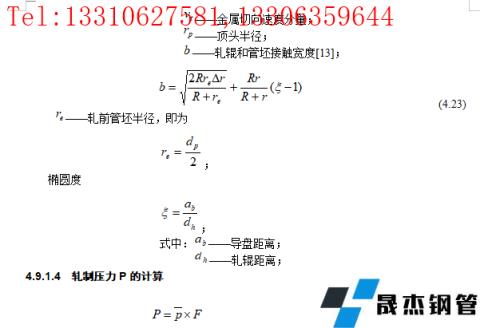
在斜轧穿孔时,沿变形区长度,接触表面的宽度是变化的。任一断面的接触宽度b[12],如图4-10所示。
轧制过程中产生大的滑动是不利的,它会使生产率降低,工具磨损加快,能量消耗增加,轧件质量恶化。因此,合理的设计应使滑动系数尽可能增大。
由式(4.6)可见,螺距是变化的,其值随轧件进入变形区坯料横断面面积的减小而增大。
接触面积为
5 变形抗力 的确定
的确定
变形抗力的确定首先是计算穿孔时的变形温度,变形速度和变形程度数值,然后根据该钢种的实测变形抗力曲线,确定该变形条件下的变形抗力。确定入口锥的平均变形阻力:
1) 变形温度:根据已有现场实测参考数值在1180℃~1240℃
2) 变形程度:
在斜轧穿孔入口锥碾轧实心坯的区域,变形程度为:
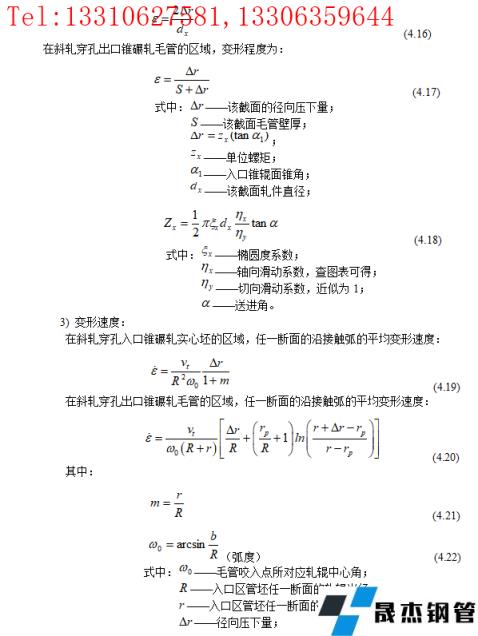
确定斜轧穿孔时轴向力的大小对于生产有很重要的意义。轴向力即为作用在顶杆上的压力,轴向上的大小直接影响着顶杆强度及工作的稳定性。
顶头轴向力对轧辊所受的轴向力大小和轧制力矩的大小有直接影响。因此在设计中,为了计算轧辊止推轴承,电机功率,顶杆的弯曲强度和顶杆的止推轴承,都要求较准确的确定顶头轴向力的大小。如图4-11所示。
 /,这个比值越小,金属对轧辊的轴向滑动就越小,因而越有利于穿孔过程的力能条件。
/,这个比值越小,金属对轧辊的轴向滑动就越小,因而越有利于穿孔过程的力能条件。
顶头轴向力的确定用理论方法计算是很复杂的。根据顶头受力的平衡条件而求出的轴向力解析计算公式十分庞大,式中的各分力很难正确算出,因此在实际中无法应用。
作用在顶头轴向上的力基本公式计算为[12]:
当没有顶头的情况下如图4-12所示,即轧件在前进方向没有受到轴向阻力时:
当有顶头时如图4-13所示,在前进方向受到顶头的轴向阻力(Q),这时传动轧辊所需总轧制力矩为:

电机所需力矩除了轧制力矩外,还有摩擦力矩,空转力矩,动力矩。这些力矩的计算方法与一般纵轧相同。
当不考虑动力矩时所需电机力矩:
由于传动扭矩是由穿孔主电机直接经主传动轴传至轧辊。所以减数箱传动比 =1;
=1;
根据已转换到电机轴上的总力矩M电,可求出电机功率:
在电机校核中,需要用到纯轧时间和间隙时间。
1 纯轧时间的计算
斜轧的纯轧时间是指轧件通过变形区所需的时间——由管坯前端接触轧辊起到轧出的毛管尾端离开轧辊止的时间间隔。
由此可见,为提高轧机生产效率,缩短纯轧时间,可以通过提高轧辊转速和加大送进角来实现。虽然也可以通过加大轧辊直径和增加滑动系数使纯轧时间减少,但受到轧机结构和咬入条件的限制,后面的方法是不可取的。
2 间隙时间的确定
由实际情况确定。
免责声明:本网站(山东聊城晟杰无缝钢管厂www.qlsteels.com)刊载的“4.9 力能参数的计算(厚壁钢管轧制)”等均源于网络,版权归原作者所有,且仅代表原作者观点,本文所载信息仅供参考。转载仅为学习与交流之目的,如无意中侵犯您的合法权益,请及时联系删除。本网站刊登此篇文章并不意味着本站赞同其观点或证实其内容的真实性,我们不对其科学性、严肃性等作任何形式的保证。如果侵犯了您的版权,请尽快联系我们予以撤销,谢谢合作!
请查看相关产品 厚壁钢管,厚壁无缝钢管,厚壁管,无缝钢管厂,无缝钢管厂家
 销售一部:0635-8876028 13310627581 李经理销售二部:0635-8791921 13306359644 任经理销售三部:0635-8791912 15653133503 张经理
销售一部:0635-8876028 13310627581 李经理销售二部:0635-8791921 13306359644 任经理销售三部:0635-8791912 15653133503 张经理 传 真:0635-8878086
传 真:0635-8878086 山东省聊城市国家级经济技术开发区景阳岗路东段路北
山东省聊城市国家级经济技术开发区景阳岗路东段路北



